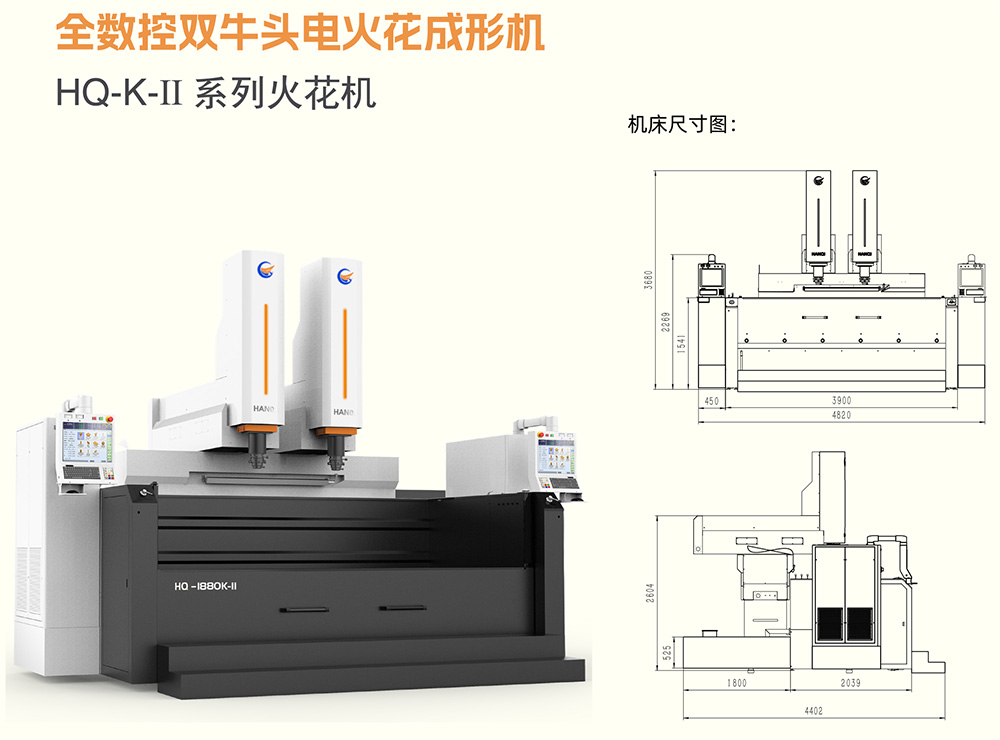
數(shù)控電火花機床

機床簡介技術參數(shù)機床特點






| HQ1260K- II | HQ1470K- II | HQ1880K- II | HQ2180K- II | |||
| 機床 | ||||||
| 機床結構 | 全鑄件/固定工作臺 | |||||
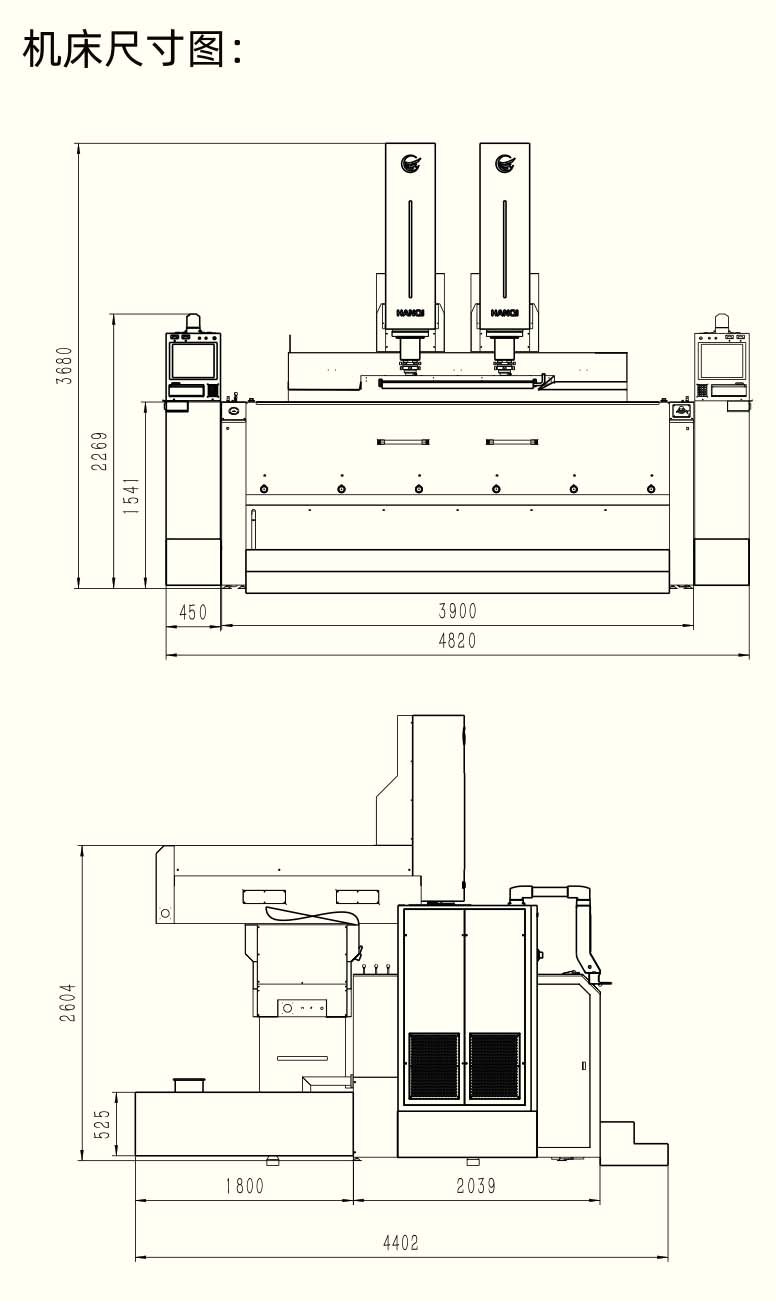
| 外形尺寸 | mm | 2600*3100*3100 | 3000*3500*3450 | 4200*3500*3850 | 4200*5100*3850 | |
| 機床重量 | kg | 6500 | 10000 | 13000 | 17500 | |
| 工作區(qū)域 | ||||||
| X,Y,Z軸行程 | mm | (650*2)*500*400 | (1000*2)*600*500 | (1200*2)*800*600 | (1400*2)*800*650 | |
| 工作液槽尺寸 | mm | 2200*1020*600 | 2400*1400*650 | 3600*1750*850 | 3600*1900*850 | |
| 工作臺面積 | mm | 1300*600 | 1700*900 | 2000*1000 | 2500*1200 | |
| 電極板至臺面距離 | mm | 950 | 1100 | 1300 | 1300 | |
| 潤滑系統(tǒng) | 手壓式集中潤滑 | |||||
| 工件和電極 | ||||||
| 最大電極重量 | kg | 180 | 200 | 200 | 200 | |
| 電極安裝方式 | 手動夾頭 | |||||
| 最大工件重量 | kg | 6500 | 10000 | 13000 | 17000 | |
| 工作液系統(tǒng) | ||||||
| 過濾器數(shù)量 | 個 | 4 | 4 | 4 | 4 | |
| 加工指標 | ||||||
| 最大加工平均電流 | A | 50+50 | 50+50 | 50+50 | 50+50 | |
| 最大加工效率 | mm3/min | 500*2 | 500*2 | 500*2 | 500*2 | |
| 最佳表面粗糙度 | um | 0.1 | 0.12 | 0.12 | 0.12 | |
| 各軸最大抬刀速度 | m/min | ≥5 | ≥5 | ≥5 | ≥5 | |
| 最小電極損耗 | % | 0.1 | 0.1 | 0.1 | 0.1 | |
| 最小電流控制 | A | 0.1 | 0.1 | 0.1 | 0.1 | |
| 電源的標準 | ||||||
| 標準電壓 | 3*380V±10%(50Hz) | |||||
| 最大輸入功率 | KW | 9+9 | 9+9 | 11+11 | 11+11 | |
| 控制系統(tǒng) | ||||||
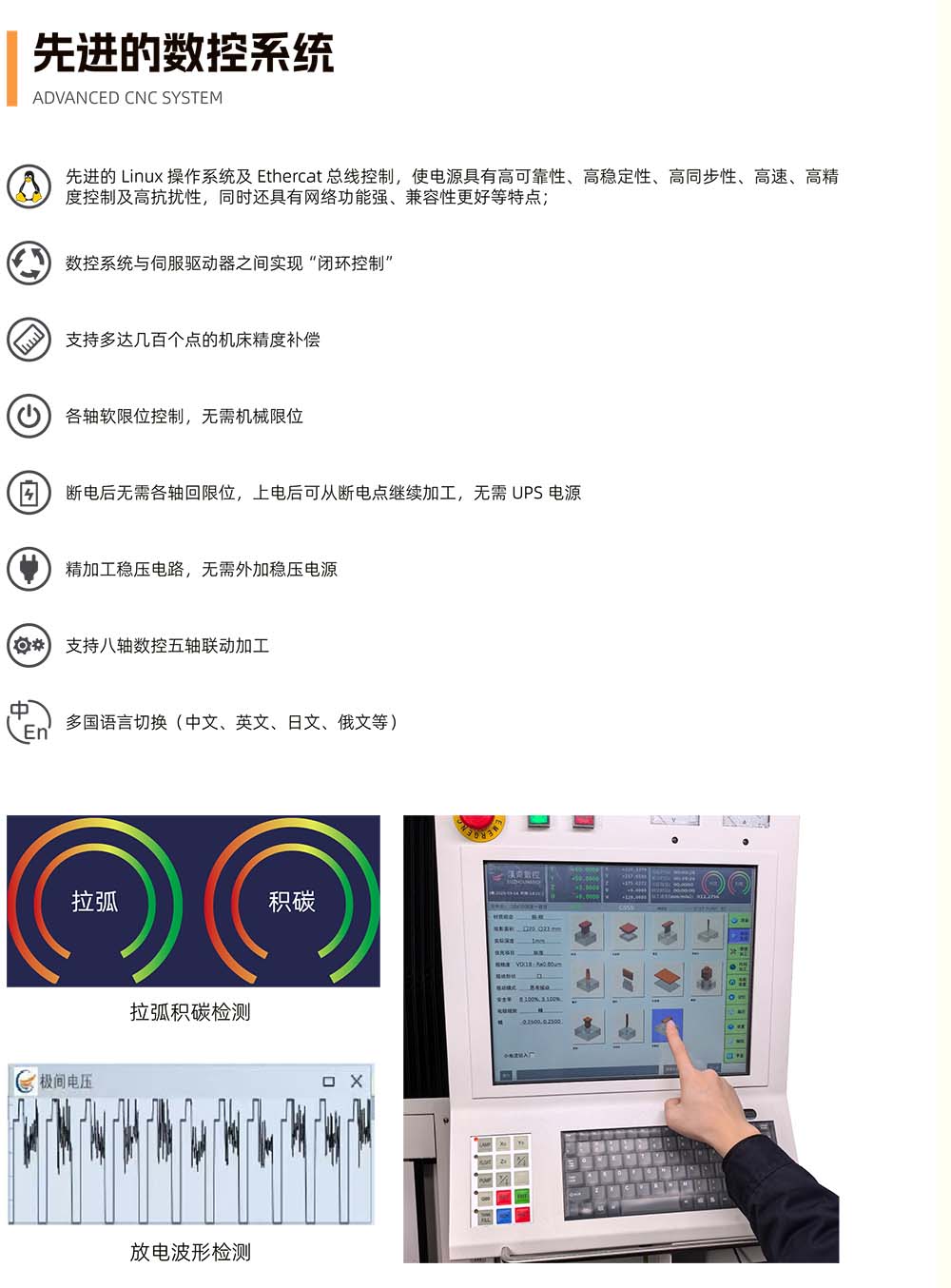
| 操作系統(tǒng) | Linux | |||||
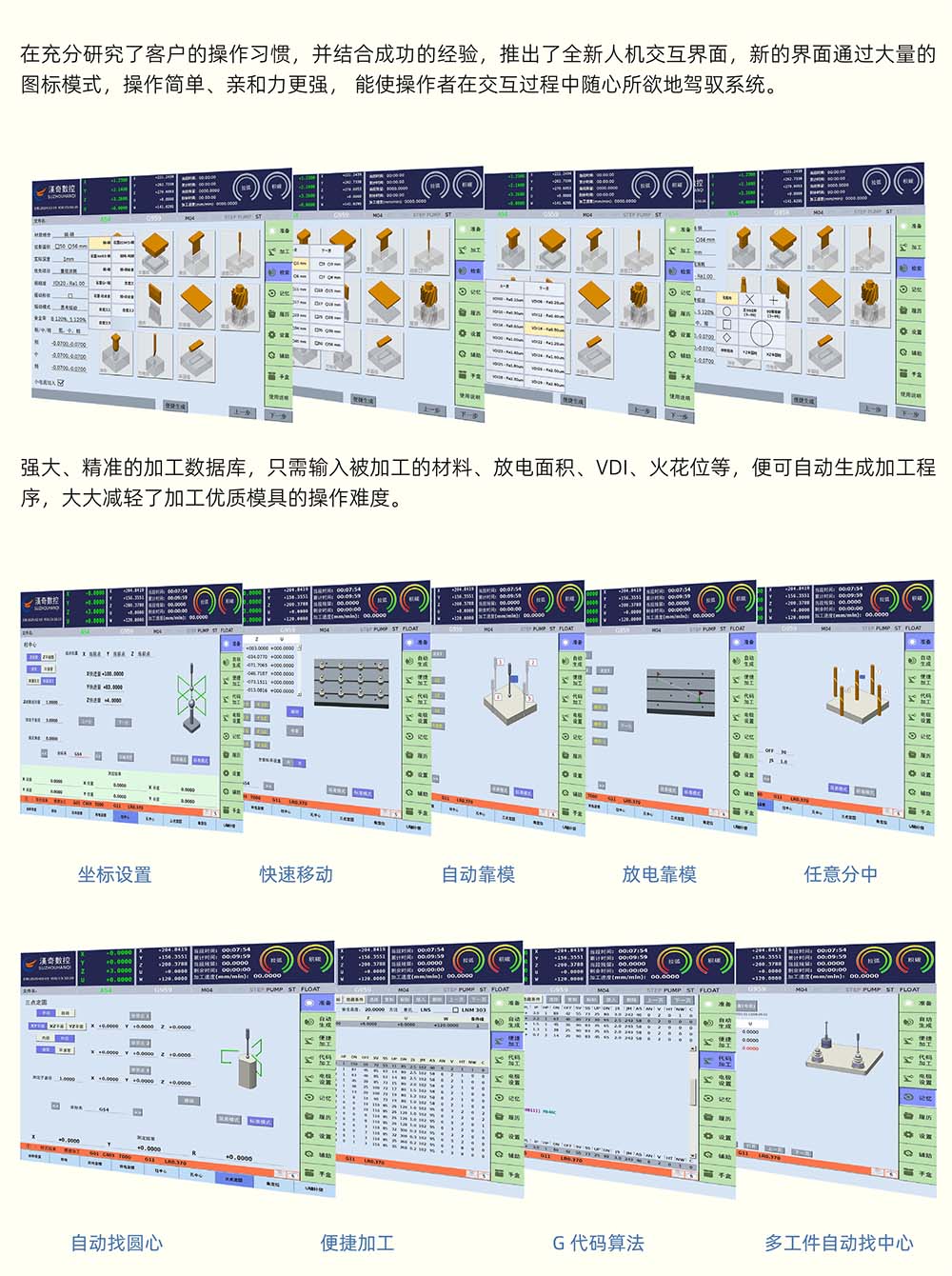
| 輸入方式 | 觸摸屏、鍵盤、手控盒、USB、網口 | |||||
| 顯示方式 | LCD顯示屏 | |||||
| 驅動方式 | 絕對式交流伺服驅動 | |||||
| 各軸最小控制單位 | 0.1um | |||||
| 坐標數(shù) | 0.1um | |||||
| 插補方式 | 直線、圓弧、橢圓、根據(jù)軟件任意曲線 | |||||
| 加工放電條件 | 無限量 | |||||
| 最大控制軸數(shù)量 | 8軸5聯(lián)動 | |||||
| 輸入范圍 | -9999.9999~+9999.9999 | |||||
| 機床特點 | ||
| 基礎性單牛頭電火花機床,結構簡單 | ||
| 液槽門采用氣動升降控制模式 | ||
| 各軸采用絕對值交流伺服 電機驅動控制,各軸無機械限位 | ||
| 斷電記憶可能,無需回機械零點,從斷電處加工 | ||
| 搭載高精度閉環(huán)控制數(shù)控系統(tǒng)電源,加工指標表現(xiàn)優(yōu)秀 | ||
| 各軸驅動、放電采用等均采用高速總線閉環(huán)通訊方式,傳輸速度遠遠高于普通 數(shù)控電源 | ||
| 屏幕自動顯示加工波形圖及加工狀態(tài)圖標,放電狀態(tài)一目了然 | ||
| 支持多個控制回路(鎢鋼、硬質合金回路,鋼紫銅、石墨回路,精加工回路、自動穩(wěn)壓回路)等等 | ||
| 支持遠程操作、診斷、維修服務、遠程升級、手機云端等先進的控制 | ||
| 適用范圍 | ||
| 適用于紫銅-鋼、石墨-鋼、銅-鋁、石墨-鋁、石墨-鈦合金、銅-鈦合金等加工 | ||
| 適用于精度要求不高的模具加工,或長期沖油模具的加工 | ||
| 適用塑料模、壓鑄模、深腔、深槽等各種模具加工 | ||
| 標準配置 | 選用配置 | |
| 國產品牌磁吸盤 | 在線檢測 | 伺服刀庫 |
| 可調手動夾頭 | 閉環(huán)絕對值光柵尺 | 進口氣動夾頭 |
| 全自動滅火器 | C軸 | |
| 油冷機 | 浸油式 A軸、A/B 軸等 | |
| 煙霧收集裝置 | ||